
Część elektryczna.



Mamy tu cztery elementy: przewód przyłączeniowy zwany „sznurem”, stojan, wirnik, szczotki i łącznik z towarzyszącą mu elektroniką .
Dokładne oględziny „sznura” i jego próba prądowa rozwiązuje wiele tajemniczych awarii. Zawsze należy sznur intensywnie wyginać tuż przy wtyczce i przy rękojeści maszyny. W tych miejscach jego uszkodzenia nie widoczne z zewnątrz są najczęstsze. Sznur uszkodzony przy odgiętce możemy skrócić, a uszkodzony przy wtyczce najlepiej wymienić- chyba że mamy wtyczkę hermetyczną to wtedy możemy ją założyć. Może się wydawać to „zbytkiem łaski”, ale na budowie wilgoć i możliwość zalania wodą i doprowadzenie do spięcia lub przebicia jest realne.
Tuż przed łącznikiem jest odciążka. Drobny element, o dużym znaczeniu. Zabezpiecza przed wyrwaniem/wyciągnięciem sznura z zacisków łącznika. Takie zdarzenie gwarantuje spięcie i minimum wysadzenie „korków”.
Łącznik.


By sprawdzić łącznik potrzebujemy: minimum próbnika, najlepszym rozwiązaniem jest miernik uniwersalny.

Przy prostych łącznikach bez elektroniki sprawa jest prosta: podłączamy miernik do zacisków „wejścia” i „wyjścia” naciskamy klawisz i odczytujemy wynik: 0 brak przejścia, a jakikolwiek inny wynik oznacza przejście. I tu miernik odsłoni nam pewną tajemnicę- jeżeli wartości odczytane będą jednakowe to OK. jeżeli różne w znacznym stopniu to oznacza że powinniśmy żegnać się z łącznikiem.
Wszystkie łączniki (oprócz całkowitego chłamu) mają na korpusie podane oznaczenia wejść i wyjść. Jeżeli są bardziej skomplikowane np. mają hamulec, to producent drukuje na korpusie schemat podłączeń zasilenia i wyjść. Oczywiście rysunek złożeniowy jest bardzo pożądany.
Dziś przy skomplikowanych maszynach lub naprawianych nie rzadko można poradzić sobie robiąc zdjęcie cyfrówką. A tradycjonaliści mogą zrobić rysunek. Ten prosty sposób pozwoli na podłączenie nowego łącznika „na małpę”. W praktyce warsztatowej łączniki elektroniczne są sprawdzalne w małym zakresie. Przeważnie stosuje się podłączenie „na wprost” z ominięciem łącznika i jeśli silnik pracuje to mamy sprawcę, jeśli nie to szukamy dalej. Czasem przy rozbudowanej elektronice trzeba odżałować i kupić nowy łącznik czy elektronikę i sprawdzić na żywym organizmie.
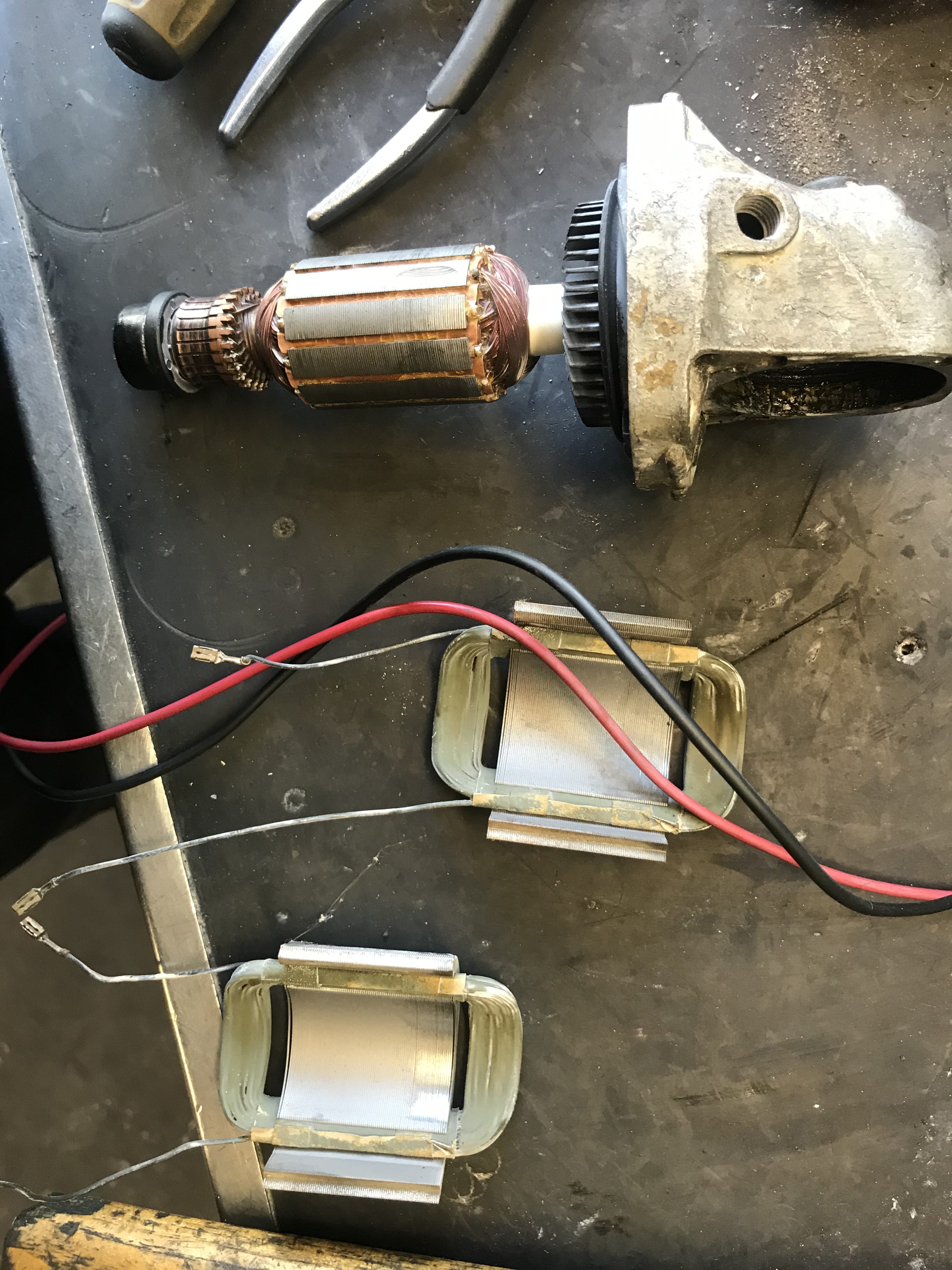
Stojan.
Przeważnie są to dwie cewki, choć istnieją stojany „podkowiaste” np. w Metabo. Mierzymy wartości oporu obu cewek i jeśli są takie same to OK.
Jeśli się różnią o 2- i więcej jednostek to mamy do czynienia z uszkodzeniem zwojów stojana. Stojan wymieniamy na nowy lub regenerujemy. Regenerujemy w zakładzie wyspecjalizowanym w tej robocie. Jeżeli nie widzimy żadnych uszkodzeń mechanicznych w widocznych częściach uzwojenia stojana i miejscach wyprowadzenia przewodów to stojan jest na 99% sprawny. Ale uwaga! Jeżeli przejdziemy wszystkie punkty a awaria będzie występować to należy maszynę uruchomić i chwilę dać jej popracować. I potem szybko zmierzyć parametry stojana, i to da odpowiedź ostateczną. czasem dopiero po nabraniu temperatury pracy przerwa lub zwarcie w uzwojeniu da o sobie znać.
Stojan pracuje w korpusie. I czasami nasi kochani barbarzyńcy pracują maszyną tak intensywnie że rozgrzany stojan wytapia wsporniki jakie stabilizują go w korpusie. Jest na to sposób Pana Władka. Owijamy wirnik narzędzia kartonem z bloku technicznego. Przy wytartych wspornikach nakładamy np. poxilinę z nadmiarem tak by po skręceniu korpusu lub po wsunięciu go w korpus i włożeniu wirnika stojan oparty o wirnik owinięty w karton podparł stojan i zastygająca poxy utworzy zastępcze wsporniki dla stojana.
Cdn.






